镁合金压铸技术现状
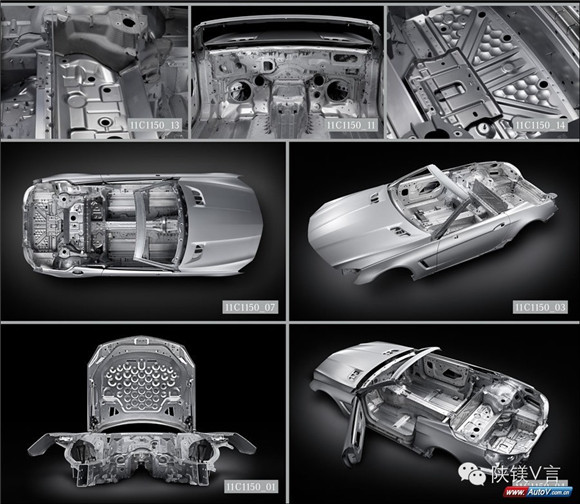
镁合金作为一种发展迅猛的绿色环保合金,具有密度小(1.75g/cm3-1.90g/cm3),比强度和比刚度高,尺寸稳定性好,电磁屏蔽性好,抗腐蚀性优良,减震良好性,加工性能优良,易加工且加工成本低,充型流动性良好和可再生利用等一系列优点,并且近年来价格逐年下降,因此成为钢、铁、铝和塑料等结构材料的替代品,在汽车、电子、家电、通讯、仪表及航空航天等领域的应用日益增多。就目前发表的研究成果看,虽然新的成型方法较多,但仍以压铸成型为主,即使新的成型方法也是由压铸基本原理派生而来的。
与铝合金相比,镁合金的密度、比热和凝固潜热较小,熔点较低,熔化和压铸时不与铁反应,因此熔化耗能少,凝固速度快,压射周期可缩短20%―30%,压铸型寿命长,一般可达20万次以上,美国还有压铸型寿命达300万次的报道。但镁合金液易氧化燃烧,铸造时热裂倾向比铝合金大,在熔化、浇注和压铸型温控制等方面都比铝合金压铸复杂。
镁合金可用冷室或热室压铸机压铸。热室压铸机的锁型力一般在7840kN以下,压铸生产效率约为同容量冷室压铸机的2倍,通常用于生产重量不大的薄壁压铸件,例如锁型力为9800kN的热室压铸机,压铸单件重量2.15kg的自行车架,生产能力为70件/小时。美国WhiteMetalCasting公司生产的外形尺寸为610×610mm的计算机镁合金外壳也是用大型热室压铸机生产的。目前对热室压铸机的改进主要包括:采用储能器增压,压射柱塞的压射速度可达6m/s,感应加热鹅颈管和喷嘴,使之保持最适宜温度;采用双炉熔化保温,并采用绝热装置和再循环管道,精确保持熔池温度;易磨损件进行镀铬以提高其使用寿命。在冷室压铸机方面,美国Prince公司1986年研制了第一台锁型力11176MN的大型镁合金冷室压铸机,1990年又生产了锁型力13172MN的大型镁合金压铸机,该机集镁合金熔化、压铸于一体,并采用了取件机器人,使整台机组成为一个完整的压铸生产单元。该公司制造的镁合金冷室压铸机的压射柱塞最大速度达819m/s,增压速度变化时间控制在20ms以内,金属液所受的最小静压为419MPa。镁合金冷室压铸机的技术关键是自动浇注机构,目前采有叶片泵式、气压泵式、重力式和电磁泵式等,自动浇注熔池中的泵压为137kPa的不锈钢泵将金属液经配管输送至压射室,自动浇注机构利用一定压力的氩气作用在密封坩埚内的熔池液面上,通过浸在熔池中的泵体将镁合金液定量压出,定量范围为200―2000g,重力式浇注系统通过升降装置使熔化炉熔池液面比浇注液口高出一定高度,利用重力浇注金属液,并通过控制阀门开启时间实现定量浇注;电磁泵式浇注系统利用电磁力输送金属液,可精确控制金属液的浇注量,误差不超过2%,浇注量调节范围较大。德国奥迪汽车的仪表板的长度为1440mm,壁厚3.15mm,重4.12kg,是在装有自动浇注机构的锁型力为24500kN冷室压铸机上压铸的。通用公司汽车上的直角承梁尺寸为1470×300mm,平均壁厚2mm,重1.18kg,用M60B镁合金在锁型力为21560kN的冷室压铸机上压铸而成,用冷室压铸机生产的镁合金压铸件还有汽车座椅框架和汽车轮毂等。
镁合金压铸技术的发展动向
与其他压铸合金一样,传统的压铸技术使镁合金液以高速的紊流和弥散状态充填压铸型腔,使型腔内的气体及由压铸涂料产生的气体无法顺利排出,这些气体在高压下或者溶解在压铸合金内,或者形成许多弥散分布在压铸件内的高压微气孔。这些高压下溶解的气体和微气孔在高温下析出和膨胀导致铸件变形和表面鼓泡。因此用传统压铸方法生产的镁合金压铸件,与其他合金的压铸件一样,不能进行热处理强化,也不能在较高温度下使用。为了消除这种缺陷,提高压铸件的内在质量,扩大压铸件的应用范围,近20年来研究开发了一些新的压铸方法,其中包括充氧压铸,半固态金属流变或触变压铸和挤压铸造,以及几经起伏的真空压铸,等等。真空压铸通过在压铸过程中抽除型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体,提高压铸件的力学性能和表面质量。目前已成功地在冷室压铸机上用真空压铸法生产出AM60B镁合金汽车轮毂,在锁型力为2940kN的热室压铸机上生产出AM60B镁合金汽车方向盘零件,铸件伸长率由8%提高至16%。充氧压铸又称无气孔压铸,该法在金属液充型前,将氧气或其他活性气体充入型腔,置换型腔内的空气,金属液充型时,活性气体与充型金属液反应生成金属氧化物微粒弥散分布在压铸件内,从而消除压铸件内的气体,使压铸件可热处理强化。日本轻金属株式会社用充氧压铸法生产计算机的AZ91镁合金整体磁头支架,代替原先的多层叠合支架,不但减轻了支架重量,而且取得了很大的经济效益。该公司还用充氧压铸法成批生产了AM60镁合金汽车轮毂和摩托车轮毂,与铝轮毂相比,重量减轻15%。充氧压铸镁合金件可像重力铸造镁合金件一样进行热处理强化,其力学性能优于普通压铸件和重力铸造件,而普通镁合金压铸件则在热处理时变形,无法进行力学性能试验。半固态流变压铸具有充型平稳无金属喷溅、金属液氧化损失少、节能、操作安全、减少铸件内孔洞类缺陷等优点。固相率为40%-50%的AZ91D镁合金在冷室压铸机上半固态流变压铸试件消除了气孔缺陷,抗拉强度达140-200MPa。美国DowChemical公司发明的镁合金半固态压铸法已实现了商业化,并取得了三项基本专利。该公司于1991年推出了第二代半固态压铸设备,其锁型机构与普通压铸机相同,而压射机构则采用带有电加热装置的螺旋式压射机构。加入该机构的颗粒状镁合金被螺旋输送至用氩气保护的控温加热区,在该区被加热和剪切成温度达580℃的半固态后进入加速压射区,压射速度约318m/s,型腔压力为34-41MPa,最大可达136MPa,一次循环时间为20s。与普通压铸件高达215%-310%的平均孔隙率相比,半固态压铸件的孔隙率仅为14%-118%。该法的另一优点是减少了铸件在型内的收缩率,对某些铸件甚至可采用零起模斜度,显著减小了铸件的脱型阻力,提高了铸件的尺寸精度。已生产出的镁合金半固态压铸件有汽车传动器壳体盖、点火器壳体等,所用合金为AZ91D。此外,用碳化硅等颗粒增强的镁合金基复合材料已进行了多年的研究开发,目前虽尚未达到在压铸领域商业应用的阶段,但已用砂型造、精密铸造等方法制成了叶轮、自行车曲柄、汽车缸套等铸件,并有将这种复合材料与半固态铸造相结合,应用于压铸和挤压铸造领域的发展趋势。
当前世界各国对压铸镁合金的工艺参数和力学性能关系的实验研究相对较多,而涉及压铸工艺对微观性能的研究成果非常少。因此,若能通过定量分析压铸工艺对镁合金组织与性能的影响,来预测镁合金成形加工零部件的性能,将是一个很有潜力和应用前景的基础研究。
镁合金压铸工艺
镁合金压铸工艺的方法有哪些呢?镁合金压铸工艺的流程是怎么样的呢?镁合金压铸工艺有什么特点吗?镁合金压铸工艺有什么缺陷吗?如果有的话,该如何解决镁合金压铸工艺的缺陷呢?那么到底什么是镁合金压铸工艺呢?
所谓的镁合金压铸工艺是利用机器、模具和合金等三大要素,将压力、速度及时间统一的过程。镁合金压铸工艺是一种金属铸造工艺。镁合金工艺的方法有很多,也有自己各自的特点。那么我们来说下什么是镁合金吧。所谓的镁合金就是指以镁为基加入其他元素组成的合金。
镁合金压铸工艺的概念:镁合金压铸工艺与传统铝合金压铸工艺的方法基本相同。主要区别有两点:
1、由于镁合金的低热容量,要求压铸机压射系统能提供足够能量满足快速充填要求;
2、从安全和材料损耗考虑,镁合金浇注系统需配备专用气体保护熔炉,用保护气体来防止熔池表面的氧化,熔炉能保证镁液维持在一个特定温度直接定量浇注。
镁合金压铸工艺过程:根据压铸件所需的浇注量由定量泵和输送管注入压射室→根据镁合金的低热容量要求选择一个合理的快压射速度→与铝合金压铸相比,模具型腔的充型要求更快→经过相对短的凝固之后,即可开模取件。
镁合金压铸成型工艺的方法:
1、冷式成型:镁合金冷式压铸机见下图1:
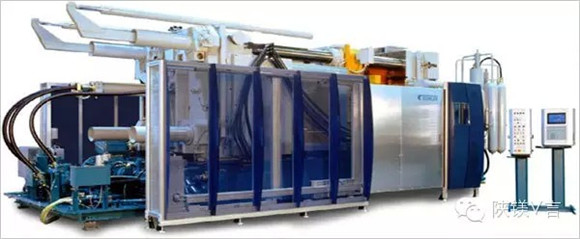
图1:镁合金冷式压铸机
(1)冷式压铸机就是压射室不被熔烫加热,
(2)熔液从保温卢用手工或自动加烫机汲取注入压射室。它适应高温合 金如:铝、镁、铜等合金。
2、热式成型:直接浸入熔汤中被熔汤加热,生产时直接从熔汤汲取熔液。它适应低 合金如:锌、镁、铅等合金。镁合金热式压铸机见下图2
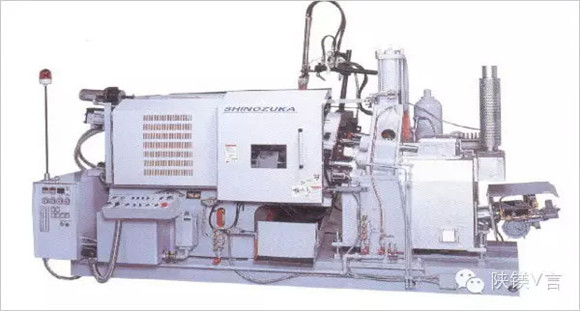
图2:镁合金热式压铸机
3、注射成型。
镁合金压铸工艺中的设备:
1、压铸机:压铸机是压铸成型 关键设备,它提供成型需要的压力﹑速度。
2、熔解炉:溶解镁锭,为铸件提供干净合格原料。
加热镁汤温度:
620~~650度(热式成型);
650~~680度(冷式成型)。
3、预热炉:由于镁汤与水有强烈反应,故镁锭在加入熔解炉前都要预热。一般预热温度为150~~400度。
4、模温机:主要用在模具射料管加热。它能起到提升良品率,延长模具寿命等的作用。
5、喷雾器:
(1)让成型面都能喷涂到(特别是成型孔内)
(2)喷涂不要过大,以免离型济粘不模面,或者合模时水份还没有干。
(3)喷涂过后,,空气吹干水份。
6、机械手:在每一个成型周期中自动将铸件产品及料头取出,并放置于指定位置。减少人工取产品时拉变形产品。
7、混合机:镁合金一般加热到350度易着火。故加热时,通入保护气体。使用保护气体有:二氧化硫 六氟化硫镁汤温度超过700度,保护气体就会失效。
镁合金压工艺之压铸作业流程:见图3
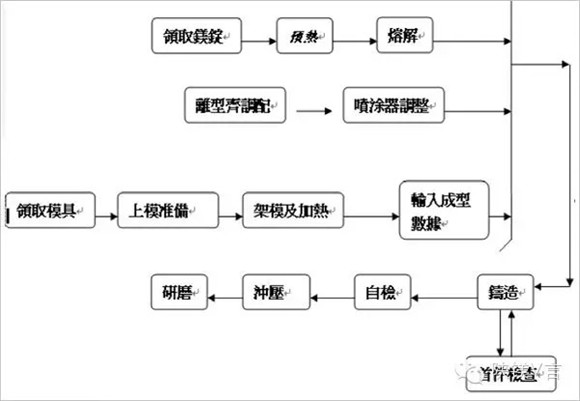
图3:镁合金压铸作业流程
镁合金压铸工艺的优势:
1、由于镁合金具有优异的流动性能,可以生产比铝合金压铸更复杂、更薄壁的零件。
2、镁合金具有良好的导热性和金属电磁式的保护性能,比其它合金更适合做电子行业产品。
3、镁资源取之不尽。
4、加收材料可循环再造。
5、隔音性和减振性均较好。
6、比重约为铝合金的三分之二。
镁合金压铸型设计的考虑因素:
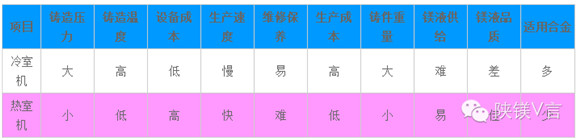
1、压铸机选择。采用何种形式的压铸机进行生产主要取决于铸件的壁厚。RolandFink在对“镁合金压铸工艺的优化”问题进行研究的过程中,通过对镁合金压铸经济性、冷室压铸和热室压铸过程分析提出,一般情况下小于1kg的铸件需要采用热室压铸机,以保证薄壁件的充满,大件则推荐采用冷室压铸机。
2、工艺参数。在压铸生产过程中,选择合适的工艺参数是获得优质铸件发挥压铸机最大生产率的先决条件,是正确设计压铸模的依据。压铸时,影响合金液充填成型的因素很多,其中主要有压射压力、压射速度、充填时间和压铸模温度等等。由于压铸件壁厚和复杂程度的不同,工艺参数选择的变化范围很大。镁合金同铝、锌合金相比,流动性更好,因此二级压射速度可以更大,镁合金的冲头速度比铝合金快约30%,最大甚至超过10m/s.由于镁合金铸造性能如流动性对型温和浇注温度相当敏感,在充型过程中镁合金液极易凝固,必须精确控制型温和浇注温度,否则就易出废品。
3、浇注系统设计。浇注系统对金属液流动的方向、排气溢流条件、模具的温度分布、压力的传递、充填时间的长短及金属液通过浇道处的速度和流动状态等各个方面,起着重要的控制与调节作用。浇注系统设计总结如下:内浇道位置:由于镁合金在型腔中比铝、锌等合金凝固都要快,并且一般镁合金压铸件为薄壁零件,因此内浇道位置的选择必须尽量避免直接冲击型腔表面,保证金属液在型腔中的流动路径最短,以防止出现浇不足和冷隔现象。
充型速度:一般说来,由于镁合金的热力学特性,合金向模具的热传递速度很快,而且凝固区间大,流动性较差,因此为避免浇道镁液过早凝固,应使镁液高速平稳地充入型腔。一般内浇道流速为90~100m/s,对于有些薄壁镁合金压铸件来说,内浇道速度甚至高达20m/s.内浇道尺寸:在许多情况下,内浇道通过机加工去掉。内浇道宽度应该小于壁厚的50%,以避免修边过程中对铸件造成损伤。为了获得最小的内浇道厚度,同时保证镁压铸件薄壁的要求,内浇道宽度应该尽量取大以保证合适的内浇道截面积。
充填时间:它与内浇道速度紧密相关,对于表面质量要求高的薄壁铸件影响很大。充填时间较铝合金少0%,通常取为10~100ms.溢流槽设计对于薄壁镁合金压铸件,最佳的溢流槽入口面积约为内浇道截面积的20%~25%.压铸型设计由于镁合金的化学、物理参数及压铸特性与铝合金有很大差异,因此铸型设计则不能完全套用铝合金压铸型设计原则。
镁合金压铸工艺缺陷的直接原因:
1、制品形状不适当;
2、压铸机或充填条件不适当;
3、铸造作业不当;
4、模具及铸造方案不当;
5、原料及熔解技术不当;
6、作业者之不适当。
镁合金压铸工艺缺陷的间接原因:
1、不合理的工程组合及工程管理不实际;
2、品质管理不彻底(尺寸验证,工序,作业标準,检查基準等等);
3、作业者的怠慢(教育训练不足);
4、管理者的失职(管理教育的不充分)。